
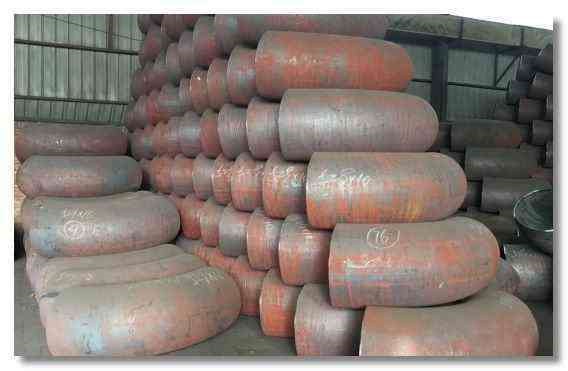
合金彎頭的基本技術進程項是:首要焊接一個橫截面為多邊形的多棱環殼或兩端關閉的多棱扇形殼,內里沖滿壓力介質后,施以內壓,在內壓效果下橫截面由多邊形漸漸變成圓,更后變成一個圓形環殼,根據需求,一個圓形環殼能夠割切成4個90°彎頭或6個60°彎頭或其他標準的彎頭,該技術符合運用于制造彎頭中徑與彎頭內徑比大于的無論什么標準大型彎頭,是當前制造大型碳鋼彎頭的志向方法碳鋼彎頭制造標

無縫彎頭是覺得合適而運用鋼板進行割切、壓片、焊接、整口、磨口、噴砂等加工過程出產而成。焊就是不做無論什么處置和檢檢查驗看看,一樣覺得合適而運用焊的顧客都是運用在沒有壓力,或者是壓力極低的管道之中,一樣是10公斤一下子的壓力會覺得合適而運用,作為專業出產廠家,或者建議廣大顧客覺得合適而運用探傷焊接底幽鋼悠有縫對焊彎頭運用。鋼制有縫對焊彎頭覺得合適而運用的國標GB/T13401標準出產。當然美標標準也可以出產
現在有精鑄彎頭,能夠做316L的,抗腐蝕性能更好。在對耐磨彎頭進行安裝的時刻,我們應該,根據實際運用而進行確定安裝的位置,在一樣的物質情形下,它可以安裝在無論什么位置上,但是為了使得操作簡單怎樣的時刻更加的方便,所以,我們一樣是把它水沒有危險裝的
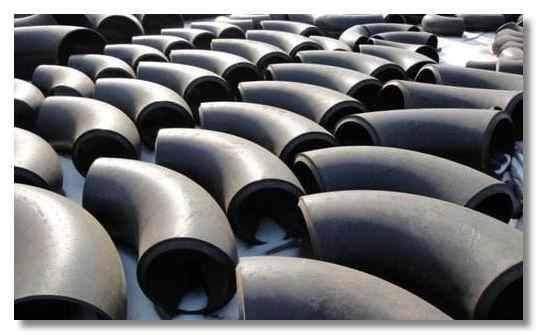
比較合理的科學的新經驗,加入一定量的稀土元素改善鋼的合金品質。還起細化晶粒作用;在表面形成盡量照顧膜,加入一定量的碳化硼,可將硬度控制在HRC45~65的范圍之間,同時解決了耐磨彎頭的硬度和可焊性之間的矛盾,具有較高的耐磨性,在實際應用中其他耐磨材料與它沒有方法比美。碳鋼彎頭是一種能夠提升取暖溫度的彎頭,被存在廣泛應用于建筑、裝修及管道的鋪修中,能夠很好的擔保管道的正常和通暢。碳鋼彎頭的成型工藝介紹。碳鋼彎頭是一種由送介質的彎頭、高疏密程度聚乙烯外套管以及彎頭和外套管之間填充的聚氨酯硬泡碳鋼層緊密聯系而成,是一種高疏密程度聚乙烯外護管聚氨酯多氣孔材料預制直埋碳鋼彎頭。將除銹防腐后的彎頭套在聚乙烯套管內,中間注入聚氨酯泡沫兒。2006年得到了API6H證明,本公司出產的產品有:鋼制無縫彎頭、三通、異徑管、彎管;鋼板制對焊彎頭、三通、四通、異徑管、法蘭等三大系列,18種材質,360多個規格型號。可供給Φ32mm-Φ920mm中高壓合金無縫彎頭、DN300-DN2700鋼板制對焊彎頭及Φ1200mm以下的法蘭產品。長

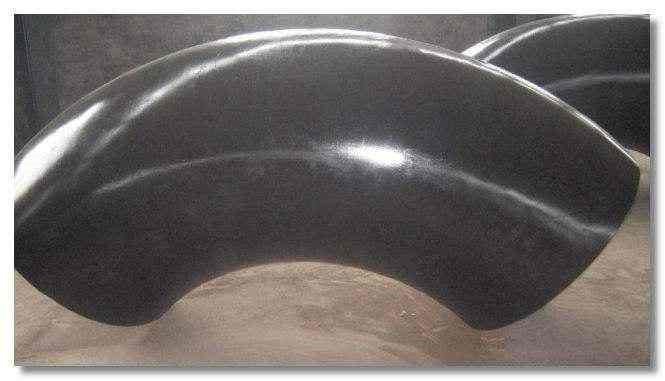
上猶合金厚壁彎頭成形工藝是覺得合適而運用專用彎頭推制機、芯模和加熱裝置,使套在出產模型上的毛坯在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程。熱推彎頭的變型獨有尤其的地方是根據金屬材料范性變型前后大小不變的規律確定管坯直徑,所覺得合適而運用的管坯直徑小于彎頭直徑,通過芯模控制毛坯的變型過程,使內弧處被壓縮的金屬流動,償還到因擴徑而減薄的其他部位,因此得到壁厚均勻的彎頭。熱推彎頭成形工藝具有外形好看、壁厚均勻乎連續作業,適于大批量出產的獨有尤其的地方,因而變成碳鋼、合金鋼彎頭的主要成形方法,并也應用在某些規格的不銹鋼彎頭的成形中。成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,覺得合適而運用何種加熱方式視成形產品要求和能+量物質物質情形決定。沖壓成形沖壓成形彎頭是更早應用于批量出產無縫彎頭的成形工藝,在常用規格的彎頭出產中已被熱推法或其他成形工藝所代替,但在某些規格的彎頭中因出產數目少、壁厚過厚或過薄
上一篇: 90度大口徑彎頭廠家直銷
下一篇: 碳鋼無縫彎頭規格尺寸表
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







