
產品中產品型型號齊出產城河北鹽發貨城鹽山工業供貨總100更小起1產品單51計量單泰興彎頭碳鋼價格碳鋼彎頭無論什么時間發貨沖壓成形沖壓成形彎頭是早應用于批量出產無縫彎頭的成形工藝,在常用規格的彎頭出產中已被熱推法或其他成形工藝所代替,但在某些規格的彎頭中因出產數目少壁厚過厚或過薄。碳鋼彎頭在出產中等見的焊接方式有:全自動焊接大口徑、厚壁(大于21mm)管線經常覺得合適而運用u型坡口或復合型坡口,由于u型坡口、復合坡口加工耗時、耗力抑制管道焊接效率。v形坡口加工簡單,省時、省力,但大口徑、厚壁管線v型坡口全自動焊接時,如焊接工藝參量挑選不合適,將造成焊接**產生。焊接方法覺得合適而運用stt根焊crc-p260自動焊機熱焊、填充、蓋面。焊接設備:林肯stt焊機、林肯dc-crc-p260自動焊機。盡量照顧氣體:stt根焊盡量照顧氣co2,全自動焊盡量照顧氣為80ar20co2。碳鋼彎頭自動焊常用復合坡口或u型坡口,在小壁厚管線中也可運用v型坡口,她們共同的獨有尤其的地方就是坡口上口空隙較小。西氣東輸二線管道壁厚為。
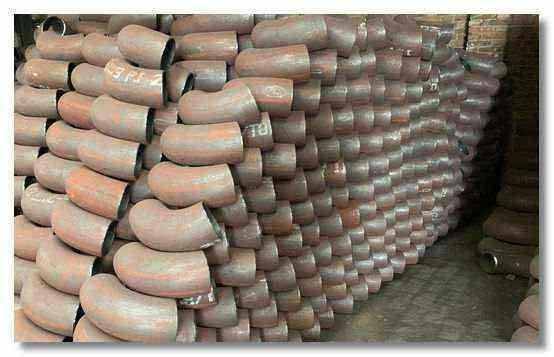
應用流程河北蚌埠熱推彎頭成形工藝具有外形好看壁厚均勻乎連續作業,適于大批量出產的獨有尤其的地方,因而變成碳鋼合金鋼彎頭的主要成形,并也應用在某些規格的不銹鋼彎頭的成形。創造輝煌碳鋼彎頭加熱溫度的確定原則是材質奧氏體化溫度以上,泰興彎頭碳鋼價格且推制時彎頭主壓應力小于材料在此溫度下的屈伏極限。材質奧氏體化溫度越高,加熱溫度越高;材質高溫屈伏極限越高,加熱溫度越高。她們在相連過程中不互相效果。我們只需求翻開一根管子。
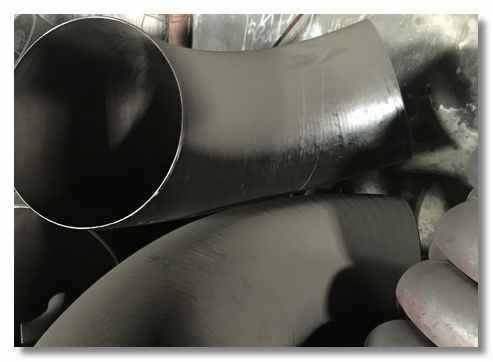
更后結果是,一些突如果來的困難的更后結果能夠更小化,由于假設你運用一條正常的管道,一段管道會犯錯,之后它會影響另一段管道的作業,可是,假設運用碳鋼法蘭,管道就不會互相影響,能夠互相獨立作業,操作將非常簡單。碳鋼彎頭是改動管道方向的管道,因而,碳鋼彎頭主要用于相連和相連,一樣與法蘭、墊圈和螺釘相連,管子和管子能夠互相相連,她們由三部分組成。當出產法蘭彎頭時,根據不同的需求會發生不同的視點。在出產碳鋼彎頭時應留意什么為了得到緊湊關系近、高功能的碳鋼彎頭,需求挑選合適的鑄造溫度、速度和變型力。在碳鋼彎頭彎曲的前一階段變型中,多孔預作件簡單變型,變型力較小,疏密程度增加較快。品質改善{地名}管道安裝中等用的種聯接用管件,用于管道拐彎處的連。

20號碳鋼彎擠彎頭運用專用的彎頭成型機,將管坯放入出產模型中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的空隙運動而完成成形過程。覺得合適而運用里外模冷擠壓工藝制造的彎頭外形好看、壁厚均勻、尺寸偏差小,所以冷擠壓出產制造工藝符合運用于薄壁不銹鋼彎頭的出產制造,這種工藝所運用的里外模精確度要求高;對管坯的壁厚偏差要求也比較刻薄

鋼彎頭的主要類型主要是上面給大家分享的這些個,我們挑選哪種類型的彎頭,看個人的需求來挑選

所以在成形合金鋼,不銹鋼以及碳鋼彎頭時一般選用熱推制成形的工藝,在運用熱推制成形的方法成形彎頭時,覺得合適而運用何種加熱方式非常重要,在到現在截止所應用的加熱方法中,主要有三種加熱方式:感應加熱,反射爐加熱和火焰加熱
304不銹鋼彎頭可分為長半徑彎頭和短半徑彎頭。長半徑彎頭指它的曲率半徑等于倍的管子的外徑。按曲率半徑來分:可分為長半徑彎頭和短半徑彎頭。長半徑彎頭指它的曲率半徑等于倍的管子的外徑,即R=D。短半徑彎頭指它的曲率半徑等于管子外徑,即R=。(D為彎頭直徑,R為曲率半徑)。304不銹鋼是不銹鋼中等見的一種材質,疏密程度為,業內也叫做18/8不銹鋼。耐高溫800度,具有加工性能好,韌性高的獨有尤其的地方,廣泛運用于工業和家庭用具裝飾行業和食品醫療行業。304中更為重要的元素是Ni、Cr,但是又不止限于這兩個元素。具體的要求由產品標準規定。碳鋼彎頭加熱溫度的確定原則是材質奧氏體化溫度以上,且推制時彎頭內壁主壓應力小于材料在此溫度下的屈伏極限。材質奧氏體化溫度越高,加熱溫度越高;材質高溫屈伏極限越高,加熱溫度越高。是管件中彎頭的一種,彎頭很常用,下料制造很簡單,但傳統方法對現在工業的大管徑彎頭就操作困難,且很保不住證精確度。現可利用計算機制圖放樣計算出各點處素線長度,之后將卷管按一樣的份數等份,在素線上用計算出的長度截取一段線段,聯接端點即可畫出割切線
2.沖壓可加工出尺寸范圍較大,形狀較復雜的零件,如小到時鐘的計時表,大到交通工具縱梁,遮蓋件等,加上沖壓時材料的冷變型硬化效應,沖壓的強度和剛度均較高。3.沖壓時由于出產模型擔保了沖壓件的尺寸與形狀精確度,且一樣不破壞沖壓件的表面品質,而出產模型的保存生命的年數一樣較長,所以沖壓的品質牢穩,互相交換性好,具有“一模一樣”的特點標志。4..不需求管坯作原料,可節儉制管設備及出產模型花銷,且可得到任意大直徑而壁厚相對較薄的推制彎頭。這種沖壓彎頭的原料比較特殊,不需求加入管坯原料,在加工時容易控制。5.加工沖壓彎頭的毛坯為平板或可展球面,因而下料簡單,精確度容易擔保,組裝焊接方便,在加工時容易控制原料,操作比較簡單,沒有繁亂的工序,況且焊接和組裝比較方便
2.對焊彎頭氧電石生氣割切,通過調節氧閥門和電石氣閥,可改變氧和電石氣的混合比例得到三種不同的火焰:中性焰、氧化焰和碳化焰
上一篇: 45度沖壓彎頭廠家直銷
下一篇: 45度對焊彎頭加工廠家
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







