

產品類型:碳鋼45度沖壓彎頭
執行標準:國標\電標\船標\化標\美標\德標\日標\俄標等
產品材質:20g/Q345B/20G/16Mn/ASTM A234等
尺寸規格:DN15-DN2200
碳鋼45度沖壓彎頭又叫焊接彎頭、無縫彎頭等,按照常規度數劃分一般分為90度、45度、180度等,按照常規彎曲半徑可劃分為長半徑(1.5D)與短半徑(1.0D)等,碳鋼常用材質可以分為:Q235B、20#等。沖壓焊接彎頭,它是采用與管材相同材質的板材用沖壓模具沖壓成半塊環形彎頭,然后將兩塊半環彎頭進行組對焊接成形。由于各類管道的焊接標準不同,通常是按組對點焊固定半成品出廠,現場施工根據管道焊縫等級進行焊接,因此,也稱為兩半焊接彎頭。
由于彎頭具有良好的綜合性能,所以它廣泛用于化工、建筑、給水、排水、石油、輕重工業、冷凍、衛生、水暖、消防、電力、航天、造船等基礎工程。
_meitu_2.jpg)
1、沖壓加工的生產效率高,且操作方便,易于實現機械化與自動化,這是因為沖壓是依靠沖模和沖壓設備來完成加工,普通壓力機的行程次數為每分鐘
可達幾十次,高速壓力要每分鐘可達數百次甚至千次以上,而且每次沖壓行程就可能得到一個沖壓件。
2、沖壓一般沒有切屑碎料生成,材料的消耗較少,且不需其它加熱設備,因而是一種省料,節能的加工方法,沖壓件的成本較低。
3、沖壓時由于模具保證了沖壓件的尺寸與形狀精度,且一般不破壞沖壓件的表面質量,而模具的壽命一般較長,所以沖壓的質量穩定,互換性好,具有“一模一樣”的特征。
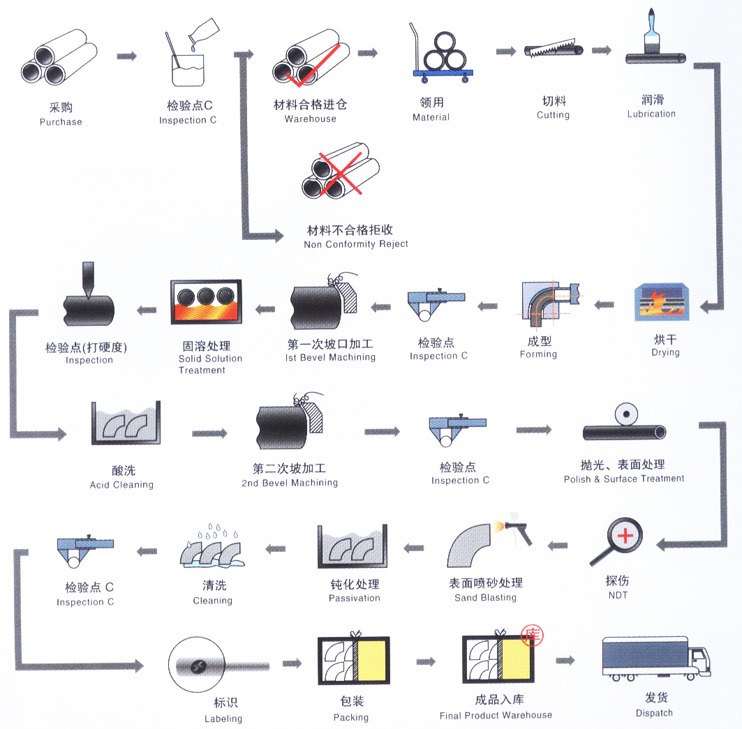
沖壓 彎頭的成型工藝過程是復雜的,需要根據不同的材質和用途進行焊接,在一定的壓力下進行逐漸成形。
按照彎頭國標標準GB/T12459-2009標準,常用規格為DN15-DN1200,詳細尺寸規格參考表如下:
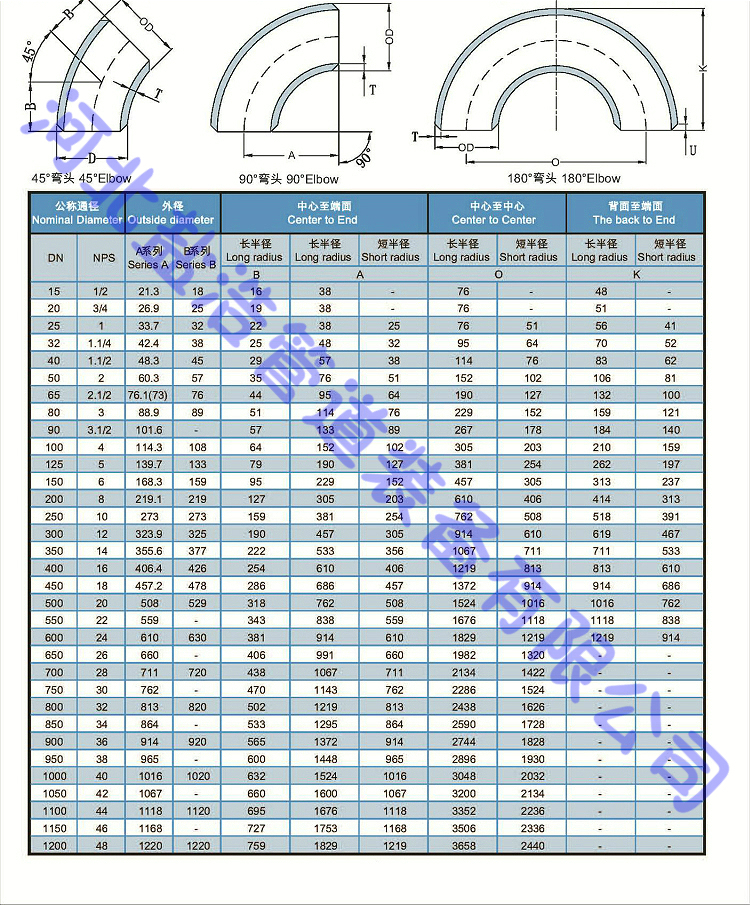
國標彎頭標準:GB/T12459-2005、GB/T13401-2005、GB/T14383、GB/T17185-1995;
日標彎頭標準:JIS B2311、JIS B2312、JIS B2313、JIS B2316;
美標彎頭標準:ASME/ANSI B16.9、ASME/ANSI B16.11、ASME/ANSI B16.28;
電標彎頭標準:GB2000、D-GD87-1101、DL/T515-93;
化標彎頭標準:SH3408 -1996、SH3409-1996、SH3410 -1996;
船標彎頭標準:GB/T10752-1995;
按照彎頭國標標準GB/T12459-2009標準,對應無縫鋼管壁厚整理尺寸,詳細尺寸規格參考表如下:
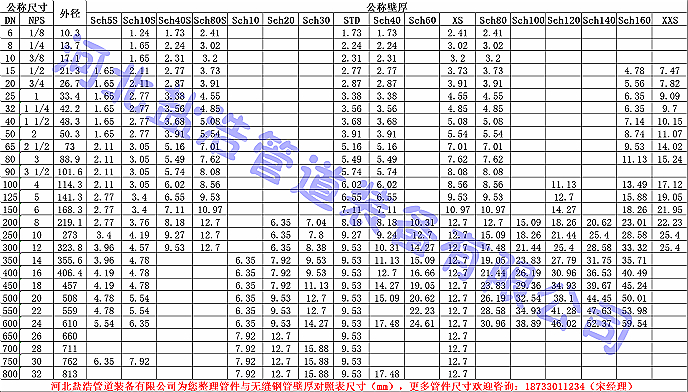
碳鋼彎頭:10#、20#、A3、Q235A、20g、Q345B、20G、16Mn、ASTM A234、ASTM A105、st37、ASTM
A403等
沖壓成形彎頭是更早應用于批量生產無縫彎頭的成形工藝,在常用規格的彎頭生產中已被熱推法或其它成形工藝所替代,但在某些規格的彎頭中因生產數量少、壁厚過厚或過薄。
產品有特殊要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓制成形。
在沖壓前,管坯擺放在下模上,將內芯及端模裝入管坯,上模向下運動開始壓制,通過外模的約束和內模的支撐作用使彎頭成形。
與熱推工藝相比,沖壓成形的外觀質量不如前者;沖壓彎頭在成形時外弧處于拉伸狀態,沒有其它部位多余的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由于適用于單件生產和低成本的特點,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造。
沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據材料性質和設備能力選擇冷沖壓或熱沖壓。
冷擠壓彎頭的成形過程是使用專用的彎頭成形機,將管坯放入外模中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的間隙運動而完成成形過程。
采用內外模冷擠壓工藝制造的彎頭外形美觀、壁厚均勻、尺寸偏差小,故對于不銹鋼彎頭特別是薄壁的不銹鋼彎頭成形多采用這一工藝制造。這種工藝所使用的內外模精度要求高;對管坯的壁厚偏差要求也比較苛刻。
1、建議到正規的碳鋼彎頭生產廠家購買,需要有一定的生產規模;
2、碳鋼彎頭生產廠家需要提供彎頭的材質檢測報告等相關資料;
3、碳鋼彎頭需要有相應的規格型號鋼印與標識;
1、我公司備有大量碳鋼彎頭現貨庫存,在接收到客戶訂單后,承諾在24小時內發貨,圖紙彎頭定制產品需要來電咨詢洽談。
2、公司承諾凡是在本公司購買的產品可以7天無理由退換貨,15天換貨,一年的彎頭質保期。
3、如有任何需求,請聯系宋經理:153-7331-7776【同微信】

Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250






