
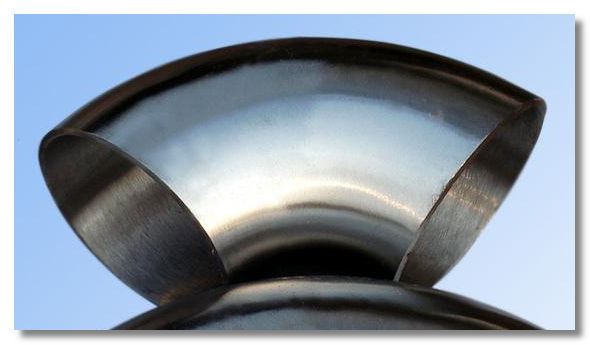
不銹鋼彎頭選邊加工工藝是在八十年代中、中后期由日本國導入在我國的一項鋼質彎頭生產制造新技術應用。因為該加工工藝可保持持續性生產制造,而且生產制造的彎頭壁厚勻稱一致,因此它快速替代了傳統手工藝。大西北稀有金屬院在九十年代初首先將這一新技術性取得成功的開發設計研發出了選邊無縫拼接鈦彎頭。陸續又研發出無縫拼接鈦三通、無縫拼接異徑管等無縫拼接鈦管個產品,無縫管件的大直徑達到Φ219,并做到了ASTMB363—95規范規定。
不銹鋼彎頭的生產加工要以無縫拼接鈦管做為胚料,在專用型推制連續擠壓機上選用管經低于制成品規格的胚料推制擠壓加工,成型模固定不動在服務器上沒動,有一主題活動招商促進精軋管從右方位左側前行,胚料在成形模時,遭受加溫及維護,成形全過程中精軋管遭受擴漲,對成形全過程中受力分析說明,其不一樣位置的支承尺寸是不一樣的,但全是二向受力,一向受拉,即徑向受力、軸向受力、軸向受拉。全部形變全過程中直徑慢慢增大、彎折、長短減少而薄厚基礎不會改變。用網絡法的試驗結果確認,不銹鋼彎頭成形時的形變關鍵產生在下邊。胚料上畫上勻稱網格圖,成形中可觀查到彎頭后背成形時格子轉變并不大,到腹腔形變越比較嚴重,網格圖在軸向被變長,徑向被縮小,而網格圖占地面積不會改變,說明薄厚方位上沒有顯著轉變。
在我國鈦管件標準和標準鈦管件標準早出現于英國航宇規范中,石油化工行業的鈦管材在可以查出的規范是ASTMB363。它都是鈦管材貿易中常會遵照的文檔,ASTMB363創建于961年,次改動在1978年之后又數次改動(如83年,87年)近版本號是1995年,使規范相對完善了。在我國在1994年由大西北稀有金屬院頒布了公司標Q/XB1507—94《鈦制對焊無縫管件》。遭受了技術部的熱情熱烈歡迎,該規范的頒布意味著在我國鈦管件標準化的發展。為在我國鈦管材生產制造出示了規范參照.
管材非常是三通、彎頭及尺寸一等在管網工程基本建設全過程中應用愈來愈廣泛。
這關鍵是因為其具備成型好、抗壓工作能力強、電焊焊接方式簡易等特性,以確保管路的承受壓力工作能力。因此在加工工藝管網工程中尤其是在石油化工設備等超高壓及易燃易爆物品管路中,管材的有效應用及其管材自身品質的優劣立即起著至關重要的功效。正是如此,在管道施工、安裝全過程中尤其是在化工石油業超高壓及易燃易爆物品管網工程中,不管從設計構思型號選擇還是生產加工生產制造,直至基本建設安裝及檢測的每一個階段,設計構思生產制造和安裝企業工作人員要嚴格監督,確保其型號選擇、用料、生產制造、安裝及檢測的品質,不然在設備基本建設及加工過程時會導致無法估算的損害。
把握一些應當留意的難題,隨后防止,保證將損害減少到小化。
彎頭具備耐磨損、耐腐蝕、耐溫性能,因而可廣泛運用于電力工程、冶金工業、礦山開采、煤碳、化工廠等制造行業做為運輸砂、石、粉煤、脫硫石膏、鋁液等切削性細顆粒物料和腐蝕物質,是一種理想化的耐磨損蝕管路。有銷售市場趨勢看來,瓷器耐磨損彎頭的發展趨勢趨勢也一直非常好,是一項很有發展潛力的項目投資。在礦山開采、煤炭企業中擁有普遍的運用。
上一篇: 不銹鋼彎頭的打磨拋光方式
下一篇: 沖壓彎頭的防腐蝕檢測方式
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







