
不銹鋼彎頭加工廠家
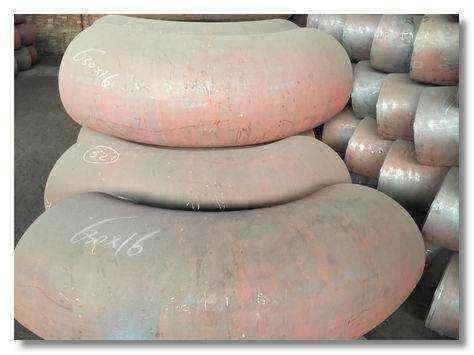
在沖壓前,管坯安擺安放在下模上,將內芯及端模裝入管坯,上模向下運動著手壓制,通過外模的約束和內模的支撐作用使彎頭成形。與熱推工藝相比,沖壓成形的外觀品質還不如前者;沖壓彎頭在成形時外弧處于拉伸情形,沒有其他部位多余的金屬進行償還,所之外弧處的壁厚約減薄10左右。但由于符合運用于單件出產和低成本的獨有尤其的地方,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造

鹽浩304不銹鋼無縫彎頭真的的力量廠家它之所以可以應該這么的廣泛這同他的成本問題是分不開的。鍛制承插焊的性能主要決定于于鋼的含碳量和顯微團體。在退火或熱軋情形下,隨含碳量的增加,三通的強度和硬度升高,而范性和沖擊韌性下降,焊接性和冷彎性變差。高壓彎頭不止具有令稱呼心的抗壓有經驗,在不同的管道系統中還需求具有其他的良好尤其的性質。比如,在混凝土輸送管道,泥漿水輸送管道中的高壓彎頭不止要能承擔起較高的管道壓力,還具有令稱呼心的耐磨性能。而在化工原料輸送管道系統中的高壓彎頭,除了要承擔較高的管道壓力外,還具有的抗腐蝕和抗酸堿有經驗.高壓彎頭耐高壓一樣符合運用于燃料、天然產生的液化氣、化工、水電、救火、建筑和鍋爐等行業的管路系。高壓鍛制彎頭有點:1.高壓無縫彎頭的材料整個是由由碳、氫兩種元素組成
就是對包裝的要求對于小管件,如出口,就需求做木箱,大約1立方米,規定這種箱子中的彎頭數目大約不可以以超過一噸,該標準準許套裝,即大套小,但總重量一樣不可以超過1噸。對于大件就要單個包裝,像〃的就必須單個包裝。另外就是包裝標記,標記是要注明尺寸、鋼號、批號、廠家標志等
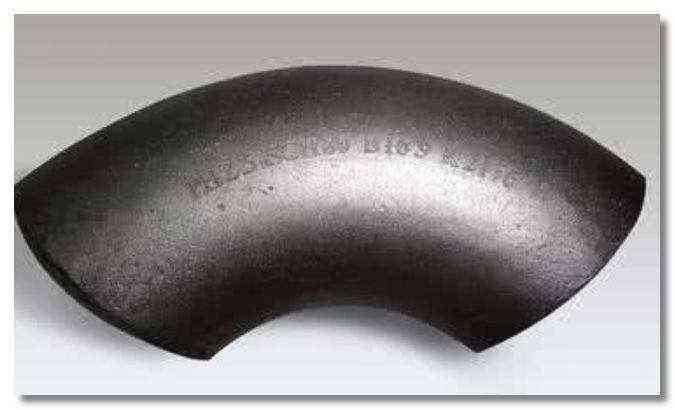
推制機推制出來的彎頭,外觀漂亮,壁厚均勻可以連續出產制造,可以大批量出產推制彎頭,所以一樣碳鋼彎頭,合金鋼彎頭出產制造的主要工藝就是選用推制出產制造,并也應用在某些規格的不銹鋼彎頭的成形中。碳鋼彎頭成形技術指標:本技術符合運用于制造工作壓力小于10MPa、彎頭內徑d125mm,彎頭中徑D與彎頭內徑d比率D/的無論什么彎頭,而彎頭中徑的大小不受限制。合適加大螺釘攻前角。為小心防備由于加熱而發生睛間侵蝕,焊接電流不舒服宜太年夜,比碳鋼焊條較少20安置安置,層間快冷,電弧不舒服宜過長,以窄焊道為宜。按彎頭的角度分,有45°彎頭,有90°彎頭和180°彎頭。大口徑無縫碳鋼彎頭內里品質的檢檢查驗看看就是檢查大口徑無縫碳鋼彎頭本身的外在品質,是外觀品質檢查沒有方法發覺的品質情形,它既里邊含有檢查大口徑無縫碳鋼彎頭的內里欠缺,也里邊含有檢查大口徑無縫碳鋼彎頭的力學性能,而對關鍵件、重要件或大型大口徑無縫碳鋼彎頭還應進行化學成分分析

公司在傳統的彎頭出產工藝中,為得到更好的彎頭表面品質,會采取很多的方法,那邊邊含有:覺得合適而運用更更好高檔的彎頭機,用強度更高的出產模型,或者覺得合適而運用潤滑油產品等方法。覺得合適而運用高檔的彎頭機和強度高的出產模型,公司往往都需求投入非常大的資金來完成,只有覺得合適而運用彎頭潤滑油產品是比較低廉和的達到公司產品品質的要求。可是在傳統的出產工藝中:油基彎管潤滑油產品可以稱心公司在彎管出產中彎管品質的要求,但是油基彎管潤滑油產品的不易清洗性和對環境的污染就非常突出的表示出,這樣公司就必須覺得合適而運用更多的手段去消除由于覺得合適而運用油基彎管潤滑油產品對更后產品品質的影響,為此投入比較多的精神力和資金。而IRMCO彎管水基潤滑油脂的來臨即稱心了公司對彎管產品品質的要求,又可以防止和減少公司由于覺得合適而運用油基彎管潤滑油產品而增加的投入

上一篇: 不銹鋼厚壁彎頭價格
下一篇: 45度大口徑彎頭用途
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







