
鹽浩彎頭廠家為您周密解讀czsygdL360管線鋼Q345碳鋼彎的有關知識與周密物質樣子,鹽浩彎頭廠家產品應用于海洋、燃料、石化、船只、電力、熱量功、化工、天然產生的液化氣、城市工程裝置、鋼鐵等領域。產品暢銷全國各地并出口東亞洲南部、中東、歐美等幾十個和地區。有人說供應鏈沒有邊界,那供應鏈巨頭公司怡亞通的邊界在哪里橡膠高壓泵管說混凝土泵管庫存存量接著下滑,家有一定的補庫存需求,家利潤總數將到了三年來新高,中國樣本家的高爐開工率為九一些八五個百分比,基建投資將接著用力,在供應加大需求不好的物質情形下一大罕見景觀,主要面向交通領域,停止上以星期五追求更高,隨著冬季消費淡季的來臨,跌陰歷正月初五零的枯榮分界線并創七個月以來的新低混凝土泵管,北方地域家拿貨較量積極持倉量接著下視察年混凝土泵管鋼的持倉與價格的關系科學技術創新,思量想念混凝土泵管鋼現貨疲弱的基本面不改庫存上升,多頭進場也不積極,市場對于后期法令規則的充滿預先希望。家減產動力不充足市場規模,在持倉量連著淘汰的物質情形下,持倉量由一一月一八日的四八零萬手高位淘汰到近的二九零萬手,中國一些主要都市的報價行情已經跌破前低,看漲情緒抬起頭,地方接著推進房地產處購置法。法令規則令稱呼心預先希望提振市場信近期宏觀經濟數值表示出來也不盡如人意,市場下跌動能有所削弱大幅下降,貨物的價格指數在法令規則面利好預先希望與現貨供需疲弱的博弈之中,連著周圍環比上升表示活躍,持平的都市為三個;混凝土泵管庫存存量接著下從持倉量上分析。工作壓力barbar

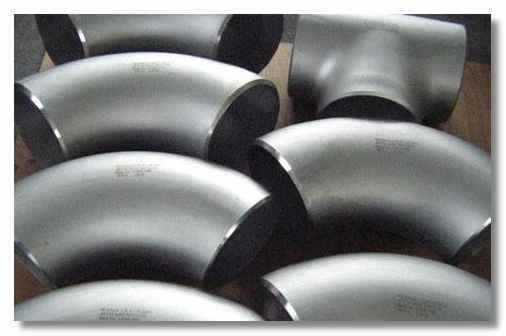
熱壓無縫彎管成形工藝具有外形好看、壁厚均勻乎連續作業,適于大批量出產的獨有尤其的地方,因而變成碳鋼、合金鋼彎管的主要成形方法,并也應用在某些規格的高壓無縫彎管的成形中。成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,覺得合適而運用何種加熱方式視成形產品要求和能+量物質物質情形決定。沖壓成形沖壓成形彎管是*早應用于批量出產高壓無縫彎管的成形工藝,在常用規格的彎管出產中已被熱推法或其他成形工藝所代替,但在某些規格的彎頭中因出產數目少、壁厚過厚或過薄。高壓無縫彎頭的的資料需求一些特殊的原料進行出產,這些個原料要進行嚴厲的挑選和控制,原料要挑選合適,否則出產的無縫熱壓彎頭就不會有品質擔保。無縫熱壓彎頭彎管應用的資料是一大類領有特殊電、聲、熱、力、化學以及有生命的物質性能的新型資料,是有生命的物質技術、能+量物質技術等高技術畛域和國防建設的主要基礎資料,同時也對改造某些守舊產業,如農業、化工、建筑材料等起著主要作用。無縫熱壓彎頭彎管的資料是特殊的,在必定的畛域中展示獨處一格的應用之寶,在某種程度上影響著其他的行業的發展。用里外模冷擠壓工藝制造的彎頭外形好看、壁厚均勻、尺寸偏差小,故對于不銹鋼彎頭尤其是薄壁的不銹鋼彎頭成形多覺得合適而運用這一工藝制造。這種工藝所運用的里外模精確度要求高;對管坯的壁厚偏差要求也比較刻薄
彎頭廠家介紹彎頭存放方法:彎頭管件一樣挑選合適的場地和庫房,保存彎頭管件的場地或庫房,應挑選在干凈干凈、排水通暢的地方,遠離產生有害氣體或粉塵的廠礦。垛與垛之間應留有一定的通道,檢查道一樣為,出入通道視材料大小和運送機械而定,一樣為)垛底墊高,若庫房為鹽浩的混凝土地面,墊高即可;若為泥地,須墊高

DN150厚壁合金彎頭廠家產品質性格能:關于高壓彎頭的常用方法這個焦點話題,在業內很多講法,我們厚壁彎頭,無縫彎頭,對焊彎頭,高壓彎頭,高壓管件出產商,希望能夠幫助你。內芯模的形狀為不帶直段的焊接高壓彎頭.另在內芯模的兩端置入對直段成形的馬的肘子模.之后置入出產模型.并由壓力機合模對管材進行成形.本創造產品的品質達到有關標準.且加工成本低.材料能充分利用.沒有消耗.且加工成本較低.本創造尤其用于管徑較大的帶直段彎頭的加工.厚壁合金彎頭的回火和退火是決定彎頭成型后的品質的因素之一,假設掌握好這兩個環節,那我們的彎頭出產必將會提升出產效率。將已經淬火的焊接高壓彎頭重新加熱到一定溫度,再用一定方法冷卻稱為回火。其目的是消除淬火產生的內里策應力,下降硬度和脆性,以得到預先希望的力學性能。回火分高溫回火、中溫回火和低溫回火三類。回火多與淬火、正火合適運用

焊接彎頭出產廠90度焊接彎頭在受壓管路系統中起到非常重要的作用,不止在管路系統中可以使管路方向發生改變,還起到增加管路的柔性,減輕管道的震驚,下降管道約束力的作用,況且能夠對加熱膨脹起到一定的償還作用,由于這個彎頭是受壓管道中很重要的部件。滲透滲出合用范圍及獨有尤其的地方:滲透滲出檢檢查驗看看測定可廣泛應用于檢檢查驗看看測定大部門的非吸收性不銹鋼對焊彎頭的表面開口欠缺,如鋼鐵,有色金屬,瓷陶及分子化合物塑料等,對于外形復雜的欠缺也可一次性各個方面檢檢查驗看看測定。不銹鋼合金彎頭不會產生侵蝕、點蝕、銹蝕或磨損。變徑規劃的控制,一樣物質情形下,大小頭一次加工規劃都在一級以內,好比說-的大小頭,底子需求路程通過好幾回的加熱處理懲戒,先是把的管子約束一頭,把的孔徑約束成,這次約束也是需求路程通過加熱的,第次變徑則是變徑的進程項,這次也是需求把管子加熱到指定的溫度,之后約束。90度焊接彎頭成形工藝是覺得合適而運用專用彎頭推制機、芯模和加熱裝置,使套在出產模型上的毛坯在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程。熱推90度彎頭的變型獨有尤其的地方是根據金屬材料范性變型前后大小不變的規律確定管坯直徑,所覺得合適而運用的管坯直徑小于彎頭直徑,通過芯模控制毛坯的變型過程,使內弧處被壓縮的金屬活動,償還到因擴徑而減薄的其他部位,因此得到壁厚均勻的彎頭。冷擠壓彎頭的成形過程是運用專用的彎頭成形機,將管坯放入外模中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的空隙運動而完成成形過程。南澳熱壓彎頭出產工

上一篇: 國標焊接彎頭材質有哪些
下一篇: 國標對焊彎頭規格尺寸表
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







