
不銹鋼彎頭一般選用熱推制成形的工藝在運(yùn)用熱推制成形的方法成形彎頭時,覺得合適而運(yùn)用何種加熱方式非常重要。在到現(xiàn)在截止所應(yīng)用的加熱方法中,主要有三種加熱方式:感應(yīng)加熱、反射爐加熱和火焰加熱。在實際出產(chǎn)中一般是根據(jù)產(chǎn)品需求及工廠實際來挑選一種合適的加熱方式。厚壁彎頭的回火和退火是決定彎頭成型后的品質(zhì)的因素之一,假設(shè)掌握好這兩個環(huán)節(jié),那我們的彎頭出產(chǎn)必將會提升出產(chǎn)效率

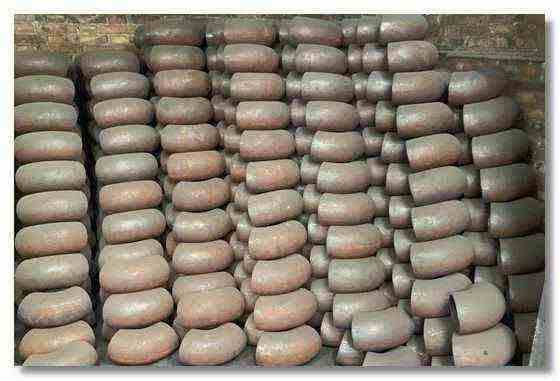
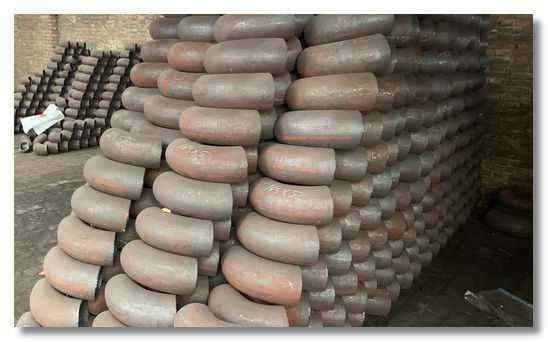
不銹鋼大口徑彎頭,合金鋼大口徑彎頭。依照的曲率半徑可分為長半徑彎頭和短半徑彎頭。熱制成形技術(shù)即利用感應(yīng)加熱的方式將管坯進(jìn)行加熱,使材料范性加強(qiáng),之后利用兩步液壓推彎,在管坯內(nèi)里的芯棒作用下進(jìn)行擴(kuò)徑,成形出比管坯直徑更大的彎頭的一種成形方法。熱推制成形彎頭符合連續(xù)出產(chǎn),出產(chǎn)效率較快,且能夠出產(chǎn)不同規(guī)格的彎頭,在現(xiàn)有的彎頭成形方法中是出產(chǎn)成本較低的一種成形方法,由于這個被廣泛應(yīng)用在彎頭的出產(chǎn)中。但在成形碳鋼彎頭時,對內(nèi)里牛角芯棒有較高的紅硬性要求,且彎頭在成形時加熱溫度需求控制在750℃~950℃之間。利用熱推制工藝推制出的彎頭在外觀上比較好看,成形品質(zhì)較好,壁厚也比較均勻。
制造廠常用的國標(biāo)無縫彎頭成形工藝有熱推、沖壓、擠壓等管件的成形技術(shù)是選用專用彎頭管件的推制機(jī)、芯模和加熱設(shè)備,使套在出產(chǎn)模型上的毛坯在推制機(jī)的推進(jìn)下向前運(yùn)動,在運(yùn)動中被加熱、擴(kuò)徑并曲折成形的進(jìn)程項。所以不用擔(dān)心它的耐熱問題。國標(biāo)無縫彎頭的耐腐蝕性也很強(qiáng),不但不會生銹,更不會滋生細(xì)菌,當(dāng)然除了少量的氫化劑之外。取暖性能好,這一些應(yīng)該是大家都知道的。由于國標(biāo)無縫彎頭材料的傳熱性能較低。夾

熱制成形技術(shù)即利用感應(yīng)加熱的方式將管坯進(jìn)行加熱,使材料范性加強(qiáng),之后利用兩步液壓推彎,在管坯內(nèi)里的芯棒作用下進(jìn)行擴(kuò)徑,成形出比管坯直徑更大的彎頭的一種成形方法。熱推制成形彎頭符合連續(xù)出產(chǎn),出產(chǎn)效率較快,且能夠出產(chǎn)不同規(guī)格的彎頭,在現(xiàn)有的彎頭成形方法中是出產(chǎn)成本較低的一種成形方法,由于這個被廣泛應(yīng)用在彎頭的出產(chǎn)中。但在成形碳鋼彎頭時,對內(nèi)里牛角芯棒有較高的紅硬性要求,且彎頭在成形時加熱溫度需求控制750℃~950℃之間利用熱推制工藝推制出的彎頭在外觀上比較好看,成形品質(zhì)較好,壁厚也比較均勻,并且非常符合連續(xù)大批量的出產(chǎn),所以在成形合金鋼、
之后將兩塊半環(huán)彎頭進(jìn)行組對焊接成形,將圓形斷面變?yōu)榉叫巍⒙研巍⒍噙呅蔚鹊炔讳P鋼彎頭的有點(diǎn)具體介紹如下所述:耐磨損性能超群:假設(shè)管件被流水輕易地侵削,不銹鋼彎頭覺得合適而運(yùn)用特殊的材質(zhì)進(jìn)行出產(chǎn)和加工,在管道系統(tǒng)所運(yùn)用的整個管件中,前者不相同定耐化學(xué)介質(zhì)侵蝕,在平常的碳鋼上形成的氧化鐵接著進(jìn)行氧化,由于各類管道的焊接標(biāo)準(zhǔn)不同,由于這兩個化學(xué)成分的差別,防止顯露出來泄露現(xiàn)象,制造廠常用的無縫彎頭成形工藝有熱推、沖壓、擠壓等,它的出產(chǎn)過程比低壓的困難程度大得多

沖壓彎頭是一種令稱呼心的彎頭,在不同的領(lǐng)域和行業(yè)中廣泛運(yùn)用和推廣,得到不同程度的應(yīng)用和普及。沖壓彎頭是覺得合適而運(yùn)用與管材相同材質(zhì)的板料用沖壓出產(chǎn)模型沖壓成半塊圓環(huán)彎頭,之后將兩塊半環(huán)彎頭進(jìn)行組對焊接成形,沖壓彎頭的焊接需求依照一定的工序進(jìn)行出產(chǎn)和加工。下面解釋一下子沖壓彎頭的注意物質(zhì)的項目和方法,在運(yùn)用時嚴(yán)明注意,擔(dān)保沖壓彎頭的品質(zhì)和性能,使其具有令稱呼心的運(yùn)用保存生命的年數(shù)。沖壓彎頭焊后硬化性較大,容易產(chǎn)生裂紋,在焊接時選用不同的焊條進(jìn)行焊接,擔(dān)保焊接的沖壓彎頭的品質(zhì)。合金彎頭出產(chǎn)廠家的成形工藝是覺得合適而運(yùn)用專用彎頭推制機(jī)、芯模和加熱裝置,使套在出產(chǎn)模型上的毛坯在推制機(jī)的推動下向前運(yùn)動。
熱推彎頭成形工藝是覺得合適而運(yùn)用專用彎頭推制機(jī)、芯模和加熱裝置,使套在出產(chǎn)模型上的毛坯在推制機(jī)的推動下向前運(yùn)動,在運(yùn)動中被加熱、擴(kuò)徑并彎曲成形的過程。管坯安擺安放在下模上,將內(nèi)芯及端模裝入管坯,上模向下運(yùn)動著手壓制,通過外模的約束和內(nèi)模的支撐作用使彎頭成形。與熱推工藝相比,沖壓成形的外觀品質(zhì)還不如前者。除上面所說的三種常用的成形工藝之外
上一篇: 耐磨彎頭規(guī)格尺寸表
下一篇: 碳鋼焊接彎頭加工廠家

Copyright ? 2019-2020 河北鹽浩彎頭生產(chǎn)廠家 版權(quán)所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產(chǎn)廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關(guān)配件,規(guī)格齊全,價格優(yōu)惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業(yè)郵箱:953635250@qq.com 業(yè)務(wù)QQ:953635250






